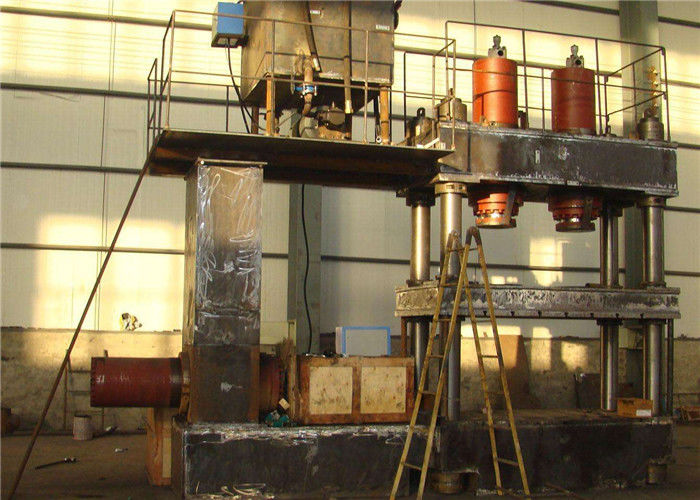
kolanko do rur ze stali węglowej i stali nierdzewnej z hydrauliczną metodą formowania na zimno
1. Prezentacja produktu
Kolanko na zimno może zginać zarówno rurę, jak i blachę.W przypadku gięcia czystego, gdy rura o średnicy zewnętrznej D i grubości ścianki t jest zginana pod działaniem zewnętrznego momentu obrotowego M, zewnętrzna ścianka jest poddawana naprężeniom rozciągającym 1 i ścianka rury staje się cieńsza. wewnętrzna ścianka rury warstwy neutralnej pogrubia się pod działaniem naprężeń rozciągających 1, ponadto kształt przekroju zmienia się z koła na przybliżoną elipsę ze względu na działanie wypadkowej siły F1 i F2.Gdy wielkość odkształcenia jest zbyt duża, na zewnętrznej ściance rury pojawią się pęknięcia, podczas gdy na wewnętrznej ściance rury pojawią się zmarszczki.
Stopień odkształcenia rury zależy od względnego promienia gięcia R / D i względnych wartości grubości t / D Im mniejsze R / D it / D, tym większe odkształcenie. W celu zapewnienia jakości kształtowania kształtek rurowych niezbędne do kontroli stopnia odkształcenia w dopuszczalnym zakresie Granica kształtowania kształtki powinna zawierać następujące treści:
1) maksymalne odkształcenie wydłużeniowe w strefie odkształcenia przy rozciąganiu poza warstwą obojętną nie przekracza dopuszczalnej plastyczności materiału, powodując pęknięcie;
2) w strefie odkształcenia ściskającego wewnątrz warstwy obojętnej cienkościenna struktura pod działaniem stycznego naprężenia ściskającego nie będzie bardziej niż niestabilna i pomarszczona;
3) jeśli łącznik rurowy ma być owalny, sprawdzić jego przekrój, aby spowodować odkształcenie;
4) jeśli kształtka ma wytrzymać ciśnienie wewnętrzne, skontrolować formującą granicę zmniejszenia grubości ścianki.
2. Parametr produktu
| Model |
Zakres rozmiarów (mm) |
Siła zacisku (KN) |
Siła pchająca (KN) |
Znamionowe ciśnienie robocze (MPa) |
Całkowita moc silnika (KW) |
Masa całkowita (kg) |
| HYLW-100 |
Φ25-Φ76 |
1000 |
630 |
25 |
11 |
6300 |
| HYLW-200 |
Φ34-Φ114 |
2000 |
1250 |
25 |
18.5 |
9000 |
| HYLW-400A |
Φ133-Φ273 |
4000 |
2500 |
25 |
29.5 |
38000 |
| HYLW-400B |
Φ108-Φ219 |
4000 |
2500 |
25 |
29.5 |
35000 |
| HYLW-630 |
Φ133-Φ325 |
6300 |
3150 |
25 |
36 |
48000 |
| HYLW-800 |
Φ219-Φ377 |
8000 |
4500 |
25 |
42 |
76000 |
| HYLW-1000 |
Φ273-Φ426 |
10000 |
5000 |
25 |
65 |
98000 |
| HYLW-1600 |
Φ325-Φ530 |
16000 |
8000 |
25 |
88.5 |
130000 |
| HYLW-2000 |
Φ406-Φ630 |
23000 |
12000 |
25 |
110 |
200000 |
Przed użyciem maszyny kolankowej na zimno należy sprawdzić, czy wyłącznik zasilania jest normalny, olej hydrauliczny nie jest wystarczająco przygotowany.Sprawdzić, czy nie ma uszkodzeń formy prasy i czy wysokość spełnia wymagania.Sprawdzić, czy jest zainstalowana forma prasy na miejscu i powinien być mocno zamocowany. ustaw ramkę pozycjonującą kąt w odpowiedniej pozycji, umieść starannie grzejnik elektryczny w matrycy, aby uruchomić giętarkę, aby upewnić się, że kąt zagięcia jest na miejscu przed wyjęciem i wymianą drugim końcem powtórzyć powyższe czynności.Oznacz przetworzone produkty.Przed uruchomieniem urządzenia należy dokładnie sprawdzić, czy w matrycy nie ma produktu lub ciała obcego.Po otwarciu urządzenia surowo zabrania się wkładania dłoni do matryca lub skok tłoczyska. w procesie produkcyjnym, jeśli wystąpi nienormalna sytuacja, należy najpierw odciąć zasilanie, aby potwierdzić wyłączenie, a następnie sprawdzić. po produkcji wyłącznik zasilania powinien zostać wyłączonyff i strona wyczyszczona.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!